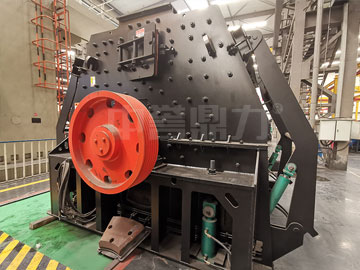



PCZ重型錘式破碎(suì)機製(zhì)造工藝大氣(qì)上檔次
PC(Z)型錘式破碎機係本企(qǐ)業的強勢產品。為了設備的(de)製作質量,製作過(guò)程、檢驗和驗收按規定流程進行。質量按企業進行,對未規定的參照重型機械的相關通用技(jì)術條件。

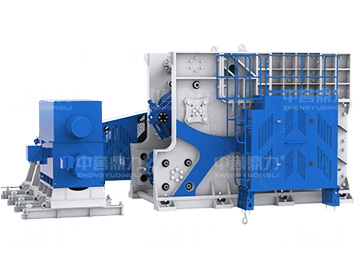
殼體部(bù)分:由上(shàng)下殼體(tǐ)組成,部(bù)由Q235鋼板焊接(jiē)而(ér)成。所有焊接件的焊接工藝有(yǒu)焊前準備、施焊、焊件矯形、焊後(hòu)熱處理、焊後表麵處理、焊縫(féng)質檢(jiǎn)和焊縫修補等(děng)規定,焊接材料與母材(cái)相匹配。焊接零(líng)部件均采用數控切割下料,所有焊件的拚裝與焊接(jiē),嚴格按照(zhào)事先編製的工藝和焊接(jiē)規範進行,製作過程中進行檢測。嚴格(gé)控製焊接變形和(hé)焊縫質量,並根據實際(jì)情況對工藝(yì)流程和焊接工藝進行修正,焊接成型後應力,合格後才能進行下一道工序。
上下殼(ké)體結合麵均(jun1)經過加工達到(dào)平整勻稱以(yǐ)密封性(xìng),殼體內易磨損部(bù)分有(yǒu)襯板保護。襯板采(cǎi)用高錳鋼鑄造。下殼體軸承座墊板通過龍門銑鏜床加工,來軸承座的安裝精度。
轉子部分:由主軸、錘盤、錘頭、錘軸、主軸承、軸承座等組成,其中主軸材質為合(hé)金鋼,加工進行調(diào)質處理,並進行聲波探傷;軸承座由數顯臥式銑鏜床加工;錘盤錘孔采用表麵熱處理來提高性。錘頭為含(hán)鉻高錳鑄鋼(gāng),通過錘軸把錘頭與整個轉子組裝一體。
組裝:設備組裝前,所有零部件都須清理幹淨,不得有異(yì)物(wù)。轉子通過軸承座固定在下(xià)殼體底座板上,上下殼體通過螺栓(shuān)聯接在一體,後裝(zhuāng)上V型帶輪(lún)。轉(zhuǎn)子進行空載(zǎi)荷(hé)試運轉,直至軸承溫升穩(wěn)定並符合要求(qiú)。且各轉動部分應靈活、,無卡阻現象。